Amarelamento de revestimentos curados por UV?
Olá a todos, eu sou Starry. Trabalho no setor de materiais químicos há mais de dez anos, passando meus dias com Revestimentos curados por UV, resinas e fotoiniciadores. Os béqueres no laboratório e os revestidores na linha de produção são como velhos amigos para mim.
O artigo de hoje não trata de teorias abstratas. Trata-se de resolver seu problema mais urgente no mundo real.o amarelamento de revestimentos curados por UV. Seja você um químico de formulação, um técnico de produção ou um especialista em compras/QC, a leitura deste documento o ajudará a entender a lógica química subjacente do amarelamento, a evitar armadilhas comuns e a aplicar diretamente soluções comprovadas para manter seus produtos cristalinos e duráveis.
I. Encarando a realidade: O amarelamento não é apenas uma "falha cosmética", é um "sinal de alerta" químico
Todos nós já passamos por isso: aquele momento de frustração quando um revestimento perfeitamente transparente, semelhante a vidro, fica amarelo depois de alguns dias. Pior ainda, o feedback do cliente diz: "Seu produto fica amarelo depois de três meses, afetando nossas remessas".
Muitos veem o amarelamento apenas como uma "questão estética", mas isso é um equívoco. O amarelamento é um sinal visível de degradação química dentro da matriz do revestimento sob estresse externo. Isso indica uma reação em cadeia de quebra da ligação do polímero e formação de cromóforos.
Lembro-me de um projeto para um cliente do setor eletrônico que fabricava revestimentos para lentes ópticas. Os testes de laboratório foram perfeitos, mas a produção em massa resultou em amarelamento, causando perdas significativas. O culpado? A má ventilação da oficina permitiu que o NOx atmosférico reagisse com aminas aromáticas no revestimento. Esse fato destaca uma lição importante: para resolver o problema do amarelamento, é necessário compreender tanto o processo de produção quanto o processo de revestimento. formulação e o ambiente de trabalho.
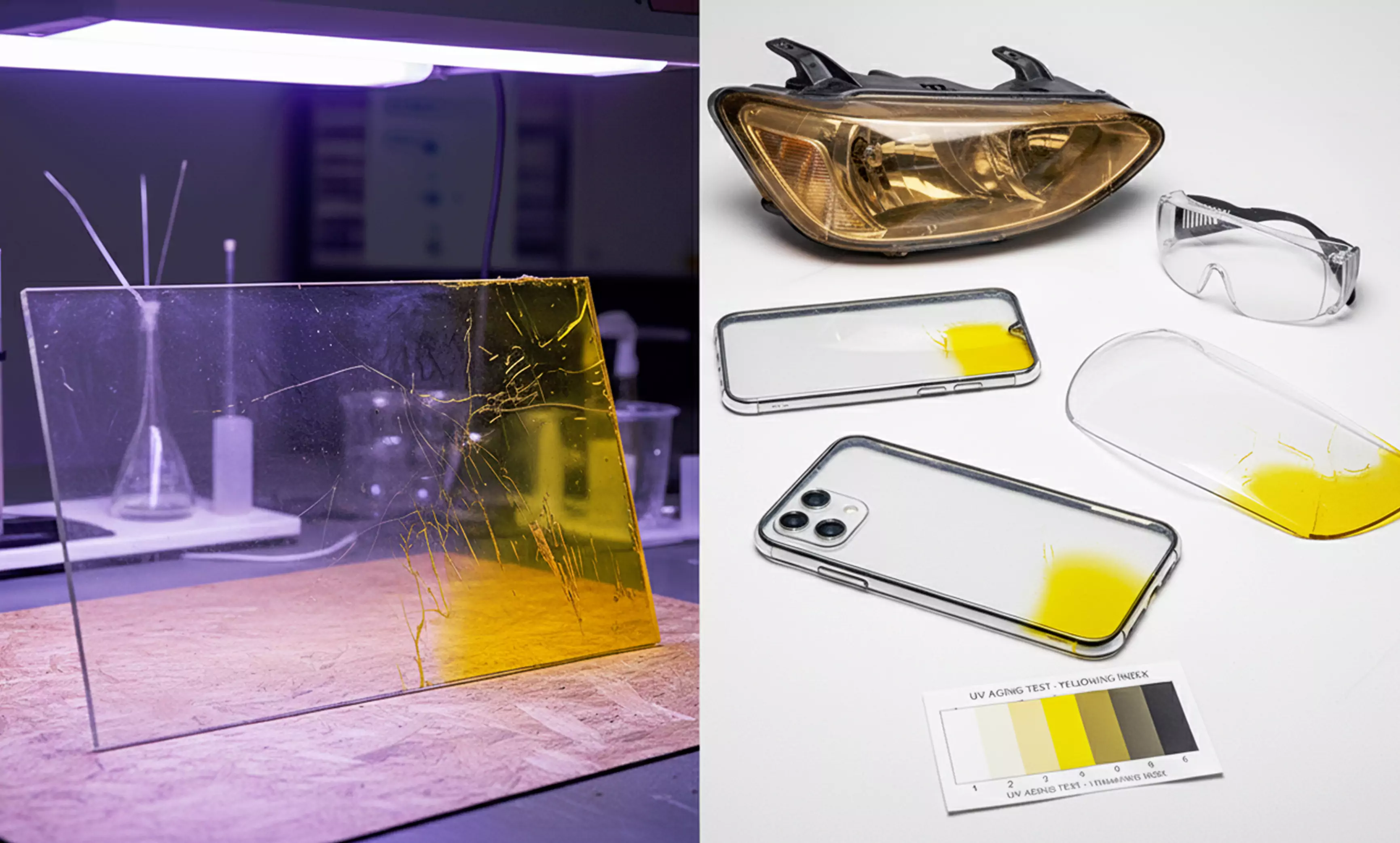
O amarelamento é particularmente crítico em aplicações de alto desempenho:
-
Dispositivos ópticos (lentes, espelhos): O amarelamento reduz a transmissão de luz, comprometendo a qualidade da imagem.
-
Eletrônicos (capas de telefone, revestimentos de tela): A descoloração barateia a aparência do produto, levando a reclamações dos clientes.
-
Impressão 3Dembalagem de alta qualidade: A exposição prolongada à luz e ao calor leva ao amarelamento, degradando o desempenho e reduzindo a vida útil do produto.

Vamos começar com um conceito central: A essência do amarelamento é a formação de "cromóforos"-compostos que absorvem a luz visível (no espectro amarelo-marrom). Quando esses compostos se formam no revestimento, surge o amarelamento. Há cinco caminhos principais para a geração de cromóforos, que dissecaremos a seguir.
II. Análise da causa raiz: 5 mecanismos de amarelamento com casos do mundo real
Muitos formuladores têm dificuldades porque sabem que que amarelou, mas não por que. Mecanismos diferentes exigem soluções completamente diferentes. Com base em anos de experimentos e experiência de produção, detalhei os cinco mecanismos mais comuns com casos reais para ajudá-lo a diagnosticar rapidamente o problema.
1. Degradação oxidativa (auto-oxidação): O culpado mais comum (>60% dos casos)
Essa é a causa mais comum. Simplificando: sob a ação combinada de oxigênio, luz UV e calor, o revestimento sofre uma reação em cadeia de radicais livres, formando, por fim, compostos de carbonila conjugados (aldeídos, cetonas). Esses são os principais responsáveis pelo amarelamento.
Fiz uma comparação: o mesmo revestimento UV foi exposto à luz UV por 24 horas, um em ambiente de oxigênio e outro em nitrogênio. O grupo de oxigênio amarelou significativamente; o grupo de nitrogênio permaneceu quase inalterado. Isso mostra claramente a função catalítica do oxigênio.
Caminho de reação simplificado:
-
Iniciação: O UV/calor provoca a quebra das cadeias de polímeros (RH), formando radicais livres (R- + H-).
-
Propagação: Os radicais se combinam com o oxigênio para formar radicais peróxidos (ROO-), que então reagem com o polímero para formar hidroperóxidos (ROOH).
-
Decomposição: Os hidroperóxidos se decompõem, formando radicais alcoxi (RO-) e radicais hidroxila (-OH).
-
Formação de cromóforos: Os radicais alcoxi reagem ainda mais para gerar compostos de carbonila conjugados (aldeídos, cetonas), causando o amarelamento.
Principais conclusões: Esse tipo de amarelamento é "progressivo", de leve a amarelo profundo ao longo de dias ou meses. Comum em revestimentos UV usados em ambientes externos.
2. Reação fotoquímica (foto-oxidação): O "calcanhar de Aquiles" das resinas aromáticas
Se você usar resinas aromáticas como acrilatos epóxi de bisfenol-A, preste muita atenção aqui. A luz UV induz diretamente a quebra de ligação na resina, gerando quinonas ou radicais fenoxi. Essas substâncias são fortes cromóforos marrom-amarelados.
Um caso memorável: ajudamos um cliente de embalagens cujo filme de embalagem PET, feito com resina epóxi acrilato de bisfenol-A, ficou amarelo como jornal velho após apenas 3 dias de exposição ao sol. Mudamos para uma resina alifática e, sob as mesmas condições, quase não houve amarelamento, mesmo após 7 dias.
Reação típica (usando acrilato epóxi de bisfenol-A como exemplo):
A irradiação UV causa a abstração de hidrogênio do grupo ArOH (hidroxila aromática) na resina, gerando ArO- (radicais fenoxilados). Esses radicais se rearranjam para formar metóxido de p-quinona - um cromóforo amarelo clássico. Mesmo quantidades mínimas causam um amarelamento perceptível.
3. Oxidação de aminas (reação de NOx): O "assassino invisível" frequentemente ignorado em condições de oficina
Esse tipo de amarelamento é insidioso, muitas vezes confundido com problemas na resina ou no iniciador. Na verdade, é um problema de "ambiente + formulação": as aminas aromáticas (usadas como sinergistas ou co-iniciadores) no revestimento reagem com óxidos de nitrogênio (NO, NO₂) no ar para formar nitroso e derivados de nitro, que são compostos amarelos profundos.
O caso do cliente de produtos eletrônicos mencionado anteriormente foi exatamente esse: a oficina ficava perto de uma caldeira, o NOx da combustão não podia ser ventilado adequadamente e o revestimento continha uma amina aromática como a dietilenotriamina (DETA). A reação causava um rápido amarelamento. Nós a substituímos por uma amina alifática e melhoramos a ventilação - problema resolvido.
Reação central: ArNH₂ (amina aromática) + NO₂ (óxido de nitrogênio) → ArNO₂ (derivado nitro) + H₂O. O derivado nitro é o cromóforo principal.
4. Degradação térmica: Um problema importante em ambientes de alta temperatura
O calor acelera a decomposição da espinha dorsal do polímero, dos iniciadores ou dos aditivos. Isso gera olefinas conjugadas ou desencadeia reações do tipo Maillard, levando ao amarelamento. Comum na cura em alta temperatura, na exposição ao calor em ambientes externos ou em produtos que precisam de resistência ao calor a longo prazo (por exemplo, revestimentos de peças automotivas).
Certa vez, encontrei um revestimento UV para o interior de um automóvel que amarelou diretamente durante a cura no forno (temperatura superior a 80°C). A investigação revelou que a alta temperatura causou a cisão da espinha dorsal, formando aldeídos e dienos insaturados (cromóforos), e também desencadeou reações de Maillard entre carbonilas e aminas, gerando pigmentos marrom-amarelos.
Dois caminhos principais para a degradação térmica:
-
Cisão de backbone: A cadeia principal do polímero se rompe, gerando cromóforos como aldeídos insaturados e dienos.
-
Reações do tipo Maillard: Os grupos carbonílicos reagem com aminas no revestimento, produzindo pigmentos marrom-amarelos.
5. Migração/decomposição aditiva: O culpado "despretensioso"
Ao ajustar as formulações, muitos se concentram apenas nas resinas e nos iniciadores, deixando de lado os aditivos. Fotoiniciadores, antioxidantes ou estabilizadores residuais podem migrar para a superfície ou se degradar após a cura, gerando subprodutos coloridos (especialmente estabilizadores aromáticos) e causando amarelamento.
Por exemplo, certa vez usei um antioxidante aromático de baixo custo em um revestimento UV. Inicialmente estava bom, mas depois de um mês, apareceu um leve amarelamento na superfície. A análise mostrou que o antioxidante havia se degradado, formando fragmentos aromáticos que migraram. A troca por um antioxidante alifático resolveu o problema permanentemente.
III. Soluções práticas: Uma abordagem abrangente desde a formulação até as condições de trabalho
A compreensão dos mecanismos lhe dá uma direção. Com base em anos de experiência prática, compilei uma estratégia combinada de "ajuste de formulação + otimização de processo". Cada ponto é verificado em laboratório e na linha de produção.
1. Escolha o fotoiniciador certo: Priorize os tipos que não causam amarelamento (3 principais recomendações)
Muitos problemas de amarelamento decorrem da degradação dos iniciadores em subprodutos coloridos. Os fotoiniciadores aromáticos tradicionais são propensos a isso. Os iniciadores de clivagem limpa e sem amarelamento minimizam o problema desde o início.
Com base no uso extensivo, aqui estão minhas três principais recomendações (equilibrando desempenho e custo), com cenários de aplicativos:
-
PI-TPO (Etil (2,4,6-trimetilbenzoil) fenilfosfinato): Mais versátil. Funciona bem em sistemas transparentes, espessos e pigmentados. Degrada-se sem formar subprodutos coloridos, com mínimo amarelamento a longo prazo. Meu cavalo de batalha atual.
-
PI-TPO-L: Forma líquida de TPO, com baixo odor. Ideal para aplicações sensíveis ao odor (eletrônicos, embalagens de alimentos). Cura rápida, inibição de amarelamento comparável ao TPO.
-
PI-819 (Bis(2,4,6-trimetilbenzoil)-fenilfosfineóxido): A melhor opção para aplicações de ponta. Melhor desempenho antiamarelamento, adequado para óptica e eletrônicos de ponta. Custo um pouco mais alto, mas excelente valor em comparação com opções similares de alta qualidade.
Evitar: Evite iniciadores à base de acetofenona (por exemplo, BP - Benzofenona). Eles são propensos à degradação e ao amarelamento, o que é especialmente problemático em sistemas transparentes.
2. Evite as aminas aromáticas: Substitua por aminas alifáticas ou use sistemas sem aminas
Como o caso da oxidação da amina mostrou, as aminas aromáticas (por exemplo, DETA, EDA, anilinas substituídas) são os principais riscos de amarelamento, especialmente em oficinas com pouca ventilação, onde reagem com o NOx.
Conselhos práticos:
-
Substituição prioritária: Substitua as aminas aromáticas por alifáticas, como a trietanolamina ou a dimetiletanolamina. Elas são menos propensas à oxidação e não formam subprodutos coloridos.
-
Eliminar completamente: Se a formulação permitir, use um sistema fotoiniciador sem amina. Essa é a abordagem mais segura, especialmente para revestimentos transparentes de alta qualidade.
3. Adicione estabilizadores de luz: O combo de dupla proteção "Absorvedor de UV + HALS
Mesmo após a cura, os revestimentos são atacados pela luz UV. Contar apenas com a resina e o iniciador é insuficiente para uma resistência de longo prazo. Adicione absorvedores de UV (UVA) e estabilizadores de luz de amina impedida (HALS) para obter proteção dupla.
Meu comprovado "Golden Combo":
-
Absorvedor de UV: "Bloqueia" a luz UV, impedindo a irradiação direta da resina. Recomendação Tinuvin® 400, Tinuvin® 384-2 (exemplos de produtos Ciba/BASF). Boa compatibilidade, não afeta a transparência.
-
HALS: "Elimina" os radicais livres, interrompendo a reação em cadeia da degradação oxidativa. Recomendações Tinuvin® 292, Chimassorb® 944 (exemplos de produtos da Ciba/BASF). Boa resistência ao calor, adequada para cura em alta temperatura.
Guia de dosagem: Geralmente, UVA a 0,5%-1,5%, HALS a 0,3%-1,0%. Ajuste com base na espessura do filme e na aplicação - aumente para filmes espessos e diminua para filmes finos para não afetar a velocidade de cura.
4. Substituir as resinas: Priorizar os tipos alifáticos e cicloalifáticos
Se o seu produto for exposto por muito tempo ao ar livre, a altas temperaturas ou a intensa exposição aos raios UV, a escolha da resina é fundamental. As resinas aromáticas (à base de bisfenol-A, à base de TDI) contêm inerentemente precursores de cromóforos e são propensas ao amarelamento foto-oxidativo. As resinas alifáticas e cicloalifáticas, que não possuem estruturas aromáticas, oferecem resistência de 3 a 5 vezes melhor.
Resinas recomendadas (em ordem de preferência):
-
Acrilato de poliuretano alifático: A melhor opção. Com base em IPDI ou HDI, oferece excelente resistência, resistência a intempéries e transparência. Ideal para a maioria das aplicações de alto desempenho (óptica, eletrônica, automotiva).
-
Acrilato de poliéster alifático: Melhor valor. Bom desempenho antiamarelamento, adequado para embalagens de médio a alto padrão e impressão 3D.
-
Resina epóxi cicloalifática: Adequado para aplicações que necessitam de alta resistência ao calor e dureza. Bom anti-amarelamento, mas velocidade de cura mais lenta; pode ser combinado com o iniciador de TPO para acelerar a cura.
5. Otimize as condições de cura: A cura completa é fundamental para evitar "riscos residuais"
Um detalhe frequentemente negligenciado: um revestimento com cura incompleta deixa para trás monômeros residuais e radicais livres. Esses resíduos oxidam facilmente, levando ao amarelamento - mesmo que você tenha escolhido todos os ingredientes certos, a cura inadequada ainda causará problemas.
Minhas dicas práticas de otimização (comprovadamente melhoram a cura e reduzem o amarelamento):
-
Controle de parâmetros UV: Certifique-se de que a intensidade seja suficiente (normalmente de 300 a 800 mW/cm²) e que o tempo de exposição corresponda à espessura do filme (filmes finos de 3 a 5 segundos, filmes grossos de 8 a 15 segundos) para evitar a "subpolimerização".
-
Use cura inerte: Se possível, use uma câmara de inertização de nitrogênio. Isso elimina a inibição de oxigênio na superfície, reduz a geração de radicais livres e melhora o grau de cura.
-
Espectro da lâmpada de fósforo: Certifique-se de que o espectro de emissão da lâmpada UV corresponda ao espectro de absorção do fotoiniciador (por exemplo, o TPO absorve de 365 a 405 nm, use uma lâmpada LED de 365 nm ou 405 nm). Isso garante a iniciação eficiente e a cura completa.
6. Solução opcional: Adicionar branqueadores ópticos para compensar o leve amarelamento
Se você tiver um leve amarelamento que não possa ser totalmente resolvido por meio de alterações na formulação (por exemplo, em aplicações de baixo custo e sensíveis ao custo), considere um agente de clareamento óptico (OBA). Ele não corrige a causa principal, mas emite fluorescência azul para neutralizar opticamente o amarelo, fazendo com que o revestimento pareça mais claro.
Recomendações: Os OBAs comuns incluem derivados de estilbeno e compostos de benzoxazol. Adicione a 0,1%-0,3%. Cuidado: Use com moderação em revestimentos funcionais (como lentes ópticas) para evitar que as incompatibilidades de fluorescência afetem o desempenho.
IV. Resumo + Lista de verificação prática: Diagnóstico rápido e aplicação
Minha maior lição ao longo dos anos: resolver o problema do amarelamento nunca é uma "solução de um único ponto". É necessária uma abordagem holística que combine mecanismo + formulação + condições do processo. Muitos formuladores têm dificuldades porque se concentram em um ingrediente e ignoram o mecanismo e o ambiente.
Para um diagnóstico e aplicação rápidos, aqui está uma lista de verificação prática. Combine seus sintomas para encontrar a direção:
| Causa do amarelamento (mecanismo) | Principais espécies químicas | Soluções práticas |
|---|---|---|
| Degradação oxidativa | ROO-, ROOH, Aldeídos, Cetonas | 1. Adicione antioxidantes. 2. Otimize para obter a cura completa. 3. Use nitrogênio inerte. |
| Degradação por UV (foto-oxidação) | Quinonas, radicais fenoxi | 1. Adicione UVA + HALS. 2. Mudar para resinas alifáticas/cicloalifáticas. 3. Use fotoiniciadores não amarelados. |
| Oxidação de amina (reação de NOx) | Nitroso, derivados de nitro | 1. Substitua as aminas aromáticas por aminas alifáticas. 2. Use sistemas sem aminas. 3. Melhore a ventilação da oficina e reduza o NOx. |
| Degradação térmica | Olefinas conjugadas, carbonilas | 1. Use resinas/aditivos termicamente estáveis. 2. Reduza a temperatura de cura e controle o calor do processo. 3. Evite a presença simultânea de carbonilas e aminas. |
| Migração/Decomposição de Aditivos | Fragmentos aromáticos, subprodutos de oxidação | 1. Escolha aditivos de baixa migração e não aromáticos. 2. Controle os níveis de aditivos residuais. 3. Use grupos reativos encapsulados para minimizar a migração. |
| Cura incompleta | Radicais livres residuais, monômeros | 1. Ajuste os parâmetros da lâmpada UV para obter uma cura completa. 2. Combine a absorção do iniciador com a emissão da lâmpada. 3. Minimize o monômero residual. |
V. Alimento para o pensamento: Direções futuras no combate ao amarelamento por UV (visão pessoal)
Com as crescentes demandas dos setores de alto desempenho (eletrônicos flexíveis, aeroespacial), os métodos tradicionais de combate ao amarelamento são, às vezes, sobrecarregados para atender aos requisitos de resistência a longo prazo às intempéries, resistência ao calor e alta transparência. Com base em experimentos recentes e observações do setor, aqui está uma hipótese:
Integração de "estruturas biomiméticas antienvelhecimento" em formulações de revestimentos UV poderia possibilitar um antiamarelamento mais duradouro. Por exemplo, imitar a estrutura hidrofóbica e bloqueadora de UV de uma folha de lótus incorporando grupos biomiméticos à cadeia molecular da resina. Isso poderia bloquear simultaneamente a entrada de UV e oxigênio, reduzir a migração de aditivos e aumentar a resistência a intempéries e à abrasão.
Atualmente, estou realizando experimentos e os resultados iniciais são promissores: Os revestimentos UV com grupos biomiméticos apresentam um antiamarelamento >2 vezes melhor do que as formulações tradicionais. Após 30 dias de exposição intensa, a transmissão de luz permaneceu acima de 90%. Embora ainda existam desafios, como o custo mais alto e o processamento complexo, acredito que o antiamarelamento biomimético se tornará uma direção dominante para revestimentos UV de alta qualidade à medida que a tecnologia amadurecer.
Palavra final: Vamos interagir e aprender juntos
Isso encerra meu resumo de 8 anos de experiência em soluções para o amarelamento de revestimentos UV - de mecanismos a etapas práticas, de estudos de caso a uma lista de verificação de diagnóstico. Cada ponto é baseado em lições aprendidas e soluções validadas.
Honestamente, o amarelamento por UV não é assustador. Depois de identificar corretamente o mecanismo e ajustar com precisão a formulação e o processo, você poderá solucioná-lo completamente. Você já se deparou com algum caso de amarelamento particularmente complicado em seu trabalho? Ou tem dúvidas sobre alguma dessas soluções? Fique à vontade para comentar abaixo. Vamos discutir, aprender juntos e tornar nossos revestimentos UV ainda melhores!
Descrição meta
O químico veterano Starry compartilha percepções sobre os 5 principais mecanismos de Revestimento UV amarelamento (com estudos de caso), detalhando causas como oxidação e fotodegradação. Fornece soluções práticas que combinam ajustes de formulação e otimização de processos, incluindo um guia de seleção para fotoiniciadores e resinas. Ajuda os formuladores e técnicos a resolver os desafios do amarelamento para aumentar a durabilidade e a transparência.